|
T10MPC,T20MPC,T30MPC,T35MPC,T38MPC,T40MPC,T45MPC,T480MPC,T500MPC,T550MPC,T600MPC,T650MPC,T680MPC
自動化工業工具
自動停止
自動化下壓起子式
0.5~280kgf-cm / 0.05~28.0Nm
| 數量: | |
|---|---|
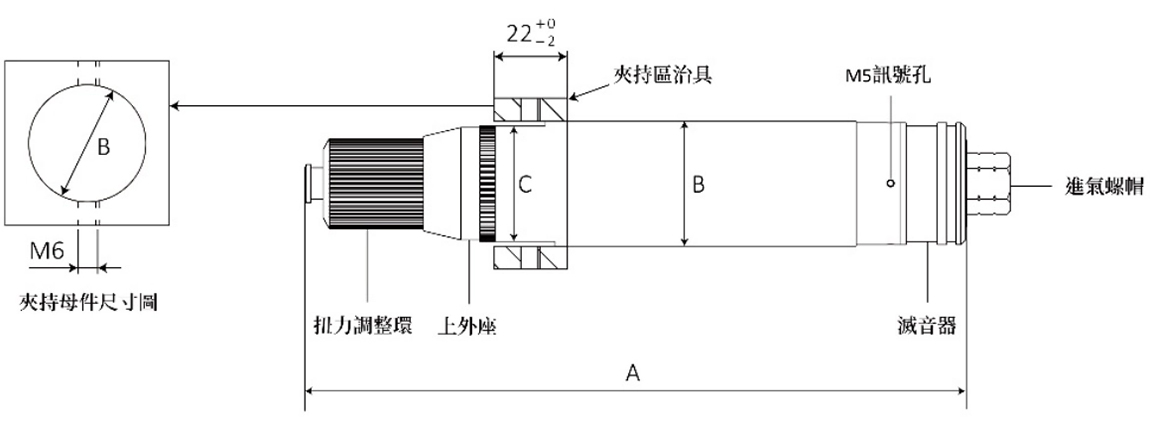
外調式扭力設計,工程師可輕鬆調整扭力大小,確保精確控制。
工具通過下壓啟動,並且僅支持正轉旋轉(鎖螺絲),提升操作效率。
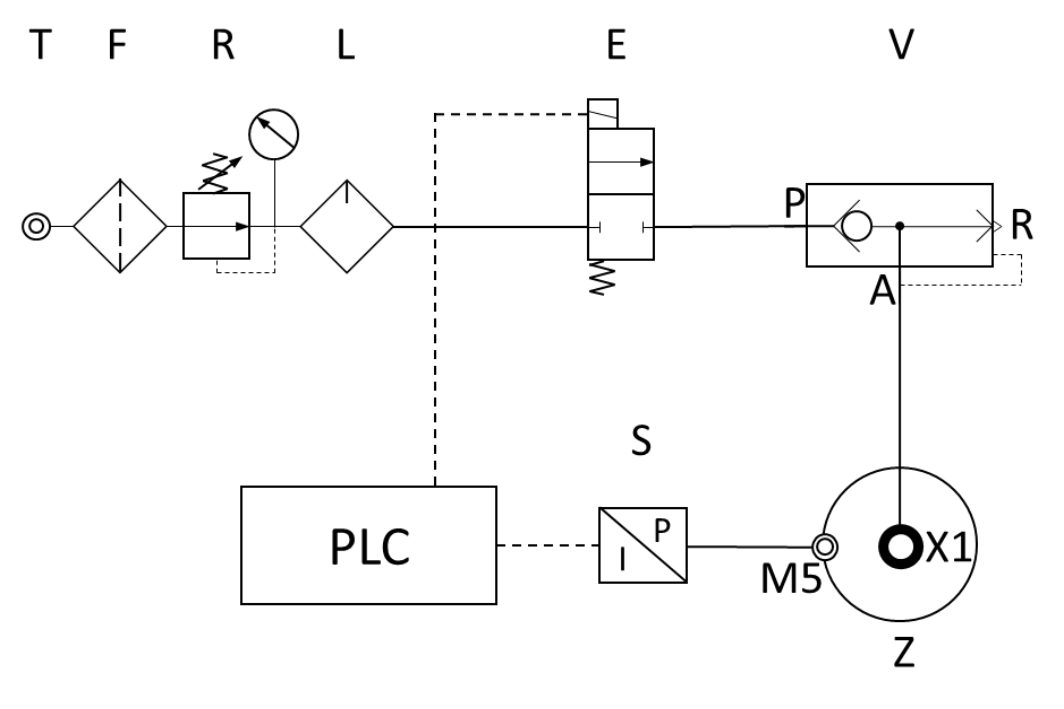
M5訊號接頭可用於工具啟動與停止偵測,適用於鎖附螺絲次數紀錄與檢測螺絲滑牙問題。
當負載達到設定扭力值時,空氣馬達自動停止,並且氣閥停止供氣,保證扭力精度與安全。